
广州市声联超声波电子设备有限公司
基础版VIP
搜索标王
联系人:杨秋榕
手机:13539795218
标准超声波模具适用范围,超声波模具价额
来源:广州市声联超声波电子设备有限公司
发布时间:2024-10-31 17:59:57

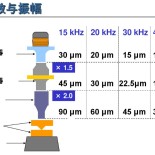
超声波模具的振幅参数设计:振幅对于需要焊接的材料来说是一个关键参数,相当于铬铁的温度,温度达不到就会熔接不上,温度过高就会使原材料烧焦或导致结构破坏而强度变差。因其选择的换能器不同,换能器输出的振幅都有所不同,经过适配不同变比的变幅杆及焊头,能够校正焊头的工作振幅以符合要求,通常换能器的输出振幅为10—20μm,而工作振幅一般为30μm左右,变幅杆及焊头的变比同变幅杆及焊头的形状,前后面积比等因素有关,形状来说如指数型变幅、函数型变幅、阶梯型变幅等,对变比影响很大,前后面积比与总变比成正比。如选用的是不同的焊机,简单的方法是按已工作的焊头的比例尺寸制作,能振幅参数的稳定。
超声波模具加工精度设计:超声波焊头因为工作于高频振动情况下,应尽量保持一个对称设计,以避免声波传递的不对称性导致的不均衡应力及横向振动(所用于焊接的焊头利用的是超声波振动的纵向传递,对于整个谐振系统而言),不均衡振动能导致焊头发热及断裂。超声波焊接应用于不同行业对加工精度要求是不同的,对于特别薄的工件如锂离子电池极片与极耳的焊接、金箔等的包覆等对加工精度的要求非常高,所有的加工设备均采用数控设备(如加工中心等),这样才能加工出来的精度符合要求。
对不同的焊接对象需要有不同工具头,不管是近场焊接还是传输焊接,只有半波长的工具头才能使焊接端面达到大的振幅。工具头,有带振幅放大的和不带振幅放大的两种,塑料焊接机用声学系统工具头,所用材料通常为铝合金,其端面镀硬质合金,功率较大时也有用钛合金材料制成的,该材料疲劳强度比铝合金高一倍多。
标签:标准超声波模具,超声波模具价额,内蒙古超声波模具,超声波模具厂家
最新产品
更多





热门信息
-
吉林超声波模具多少钱,超声波模具价额
-
天津全自动超声波塑料焊接机适用范围,超声波塑料焊接机厂家
-
陕西袋装超声波无纺布焊接机价格,无纺布超声波焊接机
-
湖南大功率单槽超声波清洗机适用范围,喷淋清洗机
-
安徽超声波模具多少钱,超声波模具价额
-
山东标准超声波塑料焊接机多少钱一台,超声波塑料焊接机厂家
-
贵州超声波无纺布焊接机规格,无纺布超声波焊接机
-
超声波换能器,广东超声波换能器系统规格
-
天津大功率单槽超声波清洗机价格,超声波单槽清洗机
-
吉林超声波模具生产厂家,超声波模具价额
-
辽宁标准超声波塑料焊接机多少钱,超声波塑料焊接机厂家
-
重庆袋装超声波无纺布焊接机厂家联系方式,无纺布超声波焊接机
-
超声波换能器,广西超声波换能器规格
热门产品
-
超声波金属焊接机电缆紫铜带铜箔铝镍铜银等细薄材料焊接20KHz3200W
-
广州番禺超声波塑料焊接机ABS超声波焊超声波切水口机器
-
超声波塑料焊接机自动追频ABS尼龙PE塑胶切水口机20KHz1000W
-
广州番禺超声波塑料焊接机出租出售
-
广州超声波绗缝机无线缝纫机压花机
-
超声波塑焊机ABS尼龙PC亚克力PP塑料焊接机点焊机封边机20KHz15000W
-
五金零件钟表手饰汽车配件除油除垢除锈超声波清洗机PS-20A
-
动力电池铝合金铜带线束端子超声波焊接机点焊机20KHz3000W
-
超声波塑料焊接机ABSPEPP塑焊接机塑胶件水口振落机15KHz4200W
-
手持式超声波金属焊接机聚合物软包电池转镍焊接机多层铜铝焊接机28KHz300W
广州市声联超声波电子设备有限公司 > 供应信息 > 标准超声波模具适用范围,超声波模具价额